|
�aƷ��B
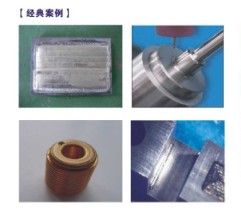
���̻ܶ����C���c
1�� �����Ͳ���DSC̎���������ƾ��_��ݔ���ʴ_
2. С�������ȼ�����M�㾫�ܼ� ���ڼ� ����������
3. ���Ӿ��ȸߣ���Ӱ�С���_�����⺸�C����
4�����ӏ��ȸߣ����M�ЙCе�ӹ�
5. �nj��I�ˆT�����̕r�g��Ӗ���ɲ���
6. ��N����ݔ����ʽ���M���˲�ͬ���ӹ��r������
7. ���ɵ�����OӋ���@ʾֱ�^���{������
8. �p���a���@ʾ����헅�����ע���p�����λ���{����
�����`��
���ȃ���
ģ���ڬF���Ĺ��I���a�аl�]����O����Ҫ�����ã������|����ֱ��Ӱ푵��aƷ���|�������ģ�ߵ�ʹ��Ч�ʼ��������s��ģ�ߵ������c�S�����ڣ����S����I�������Q�ļ��g���}��ģ�������a��ʹ�õ��^���У����������F�����ǣ�׃�Σ��Ѽy��ĥ�p����ȣ����g���}����ˌ���ģ�ߵ��ޏͣ��a����Ҳ�DZ�Ҫ�Եġ��ҹ�˾�_�l�ľ��̻ܶ����C�����ښ廡���C�ļ��g���A�������������ش�ļ��g�����cͻ�ơ��亸�a�ľ����ֿ����c���⺸�������C���˚庸�C�ͼ��⺸�C�����a�ϵă��c����һ��ʹ�÷����`����a���ȸߣ���Ӱ푅^С�����a�ٶȿ��һ��ܺ��C���Ķ��M���ˏV��͑�ģ�ߡ������N�����Ⱦ��ܺ����ϵļ��g����
Ŀǰ�����aģ�ߵ��ИI���У����õ��O����У����⺸�C���廡���C����ģ�����a�C���亸�C���ȡ��F���ҹ�˾�ľ��̻ܶ����C�c֮�ą^�e���e���£�
���⺸�C��
���c�����a���ȸߣ���Ӱ푅^��С���m���ھ���ģ�ߵ����a��
ȱ�c��1�����z���õ�ֱ�����^С��һ��0.2mm��0.4mm�����ں��a���Դ�Ĺ����y�����a��
2���w�e�^���ƄӲ����㣬���m�ϬF��������
3�����a���ڹ����_�ϲ������Դ��ģ�ߡ��������o��������
4��ʹ�óɱ��ߣ��S�o�M�øߣ�
���̻ܶ����C���ǿ˷������ϵ�ȱ�c�����z�m��ֱ��0.1mm-1.6mm���ɾ��ܺ��a���亸�a�ľ����ֿ����c���⺸�������w�eС�������p���Ƅӷ��㣬�ɬF���������S�o�M�û������Ժ��Բ�ӛ��
�廡���C��
���c�����Č���ȫ�����a�ٶȿ졣
ȱ�c��1�����a�r�ğ�Ӱ푅^����^��������ɣ���齣�׃�Σ�ҧ߅���Ѽy�ȣ��F��
2�����a���ȵͣ����ھ���Ҫ���ģ���_�������aҪ��
3���^��ģ�ߺ��a��Ҫ�A�ᡢ���ص��^�̣��^�������ĕr��
4,���a����ڵ�̎���ܷ�����
���̻ܶ����Cͬ�ӿ˷��˚庸������ȱ�c�����a�ٶȿ죬���ȸߣ���Ӱ�С�����a�^�̟o���A�ᡢ���ء�
��ģ�����a�C���亸�C��늻Ѻ����a�C����
���c����Ӱ푅^��С
ȱ�c��1�� ���a���ȵ͡�
2�����Č����١�
3�����a�ٶ��������m�����S�������a������
4������Y�϶ȵͣ��׳��FÓ�x�F��
5 ���_��ģ�����Tģ�����a���_��������Ҫ��Ӳ�ȣ�
���̻ܶ����Cͬ�ӿ˷������ώ��c�����a���ȸߡ���Ӱ�С�����Č���ȫ�����a�ٶȿ졢����Y�϶ȸ�
���ܽ�B
�����B�m��+���ܣ���+�ͣ��}�_��+�����c��
�aƷ����
|
��̖ |
ZS320A |
|
�~��ݔ��늉������� |
380V����/50&60HZ |
|
늉�׃�ӷ��� |
+15%��-15% |
|
�~��ݔ������ |
�̻�12.2KVA |
|
�~������늉� |
�̻�22.6VDC |
|
�������� |
0.75 |
|
����{�ⷶ�� |
5-320A |
|
�̻�����ʼ���۽ӡ���β���ɿ� |
|
���d늉� |
67VDC |
|
��������r�g |
0.1-5S |
|
��������r�g |
0.1-5S |
|
���t�C�͚�r�g |
2.0-15S |
|
���w�A�͕r�g |
0.2-15S |
|
�c���r�g |
0.1-5S |
|
�}���l��
|
���}�_��7.5-500HZ |
|
���}�_��0.5-27HZ |
|
�}���l�� |
20%-80% |
|
100%ռ�d��֮������� |
228A |
|
ˮ����� |
0.2-0.5kg/cm2 |
|
��/�� �z�y
|
V |
|
�������� |
����/�؏� |
|
���γߴ� |
270*560*440mm |
|
���� |
32kg |
���ܽ�B
�����B�m��+���ܣ���+�ͣ��}�_��+�����c��
|